FB加工技術

パーシー・ブリッジマン博士
ファインブランキング加工の原理
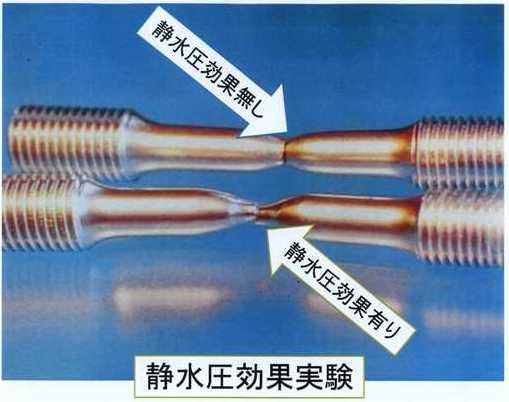
1946年に、ノーベル物理学賞を受賞したアメリカのブリッジマン博士の研究で知られるように、FB加工では、『金属は加圧されると塑性変形能が高まる』と言う静水圧効果を活用しています。
ファインブランキング加工とは

ファインブランキング加工の
3つの圧力構成
ファインブランキング加工はFB加工と略して呼ばれ、日本では東京大学名誉教授前田禎三博士や中川威雄博士等により理論的に検証され、金属に静水圧を加えて塑性を高め材料の厚さの全体を平滑にせん断または立体的な成形を経済的に行う手段として定着しました。
FB加工ではせん断圧力の他に静水圧を発生させるために材料をV型の突起で固定する板押さえ圧力とせん断圧力に向かい合う逆圧力をそれぞれ単独に調整可能な油圧制御装置と毎秒5-35ミリ程度の加工速度を発生する機能と高い剛性と精度を備えた専用のプレスを用います。

、FB加工した平滑な切り口(下)")
従来のプレスで加工した切り口(上)、FB加工した平滑な切り口(下)
ファインブランキング加工の特長
- シェービング・ミーリングなどの二次加工をせずに平滑な剪断面を得られます。
- 高い品質と精度とを持った製品を安定して生産できます。
- つぶし・半抜き・曲げ・絞りなどを合わせた三次元形状の複合成形が可能です。
- 従来のプレス製品よりも、優れた平坦度が得られます。
- FB加工には、精度と剛性の優れた専用プレスと精密金型とが必要です。
- FB加工は、単独で調整が可能な3つの圧力で加工されます(トリプルアクション)。
ファインブランキング加工への工法転換で原価低減

原価・精度・機能などの改善のため、従来の鍛造・焼結・鋳造・切断で生産していた部品が、FB加工に変換されています。
これまでの実用の大半は自動車部品でしたが、建設機械部品・建築金物などに範囲を拡げています。FB加工は、複合成形加工により厚く硬い材料の加工が困難な加工、コストに合わない加工の問題を解決しています。
最近のファインブランキング加工の事例

乗用車の安全性と快適さを高めるために各国のシートメーカーが新型シートリクライナーを次々と開発しています。これは現代のFB加工の代表的な例と言えます(写真参照)。
従来は加工の限界と思われていたもので、厚さ5ミリの素材にモジュール0.3程度の細かな歯形と鍛造・半抜・エンボッシング・チャンファリング・せん断・バーリングさらには積層とブレージングなど幾つもの加工を組み合わせています。

