
珀西•布里奇曼博士
精冲加工原理
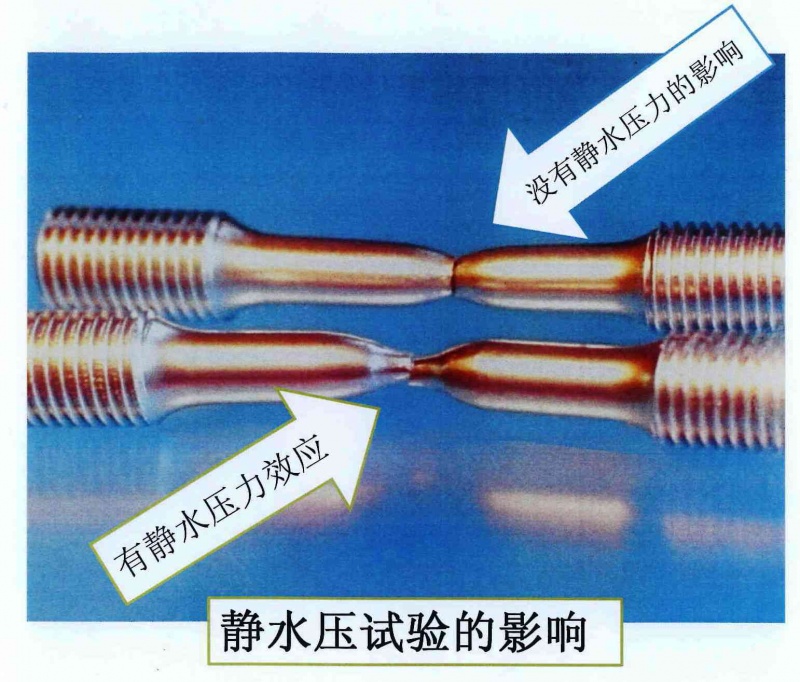
1946年,精冲加工技术是由获诺贝尔物理学奖的美国物理学家布里奇曼博士的研究而得知, 『金属加压后能提高塑性变形能力』,并被有效利用静水压效果。
精冲加工是

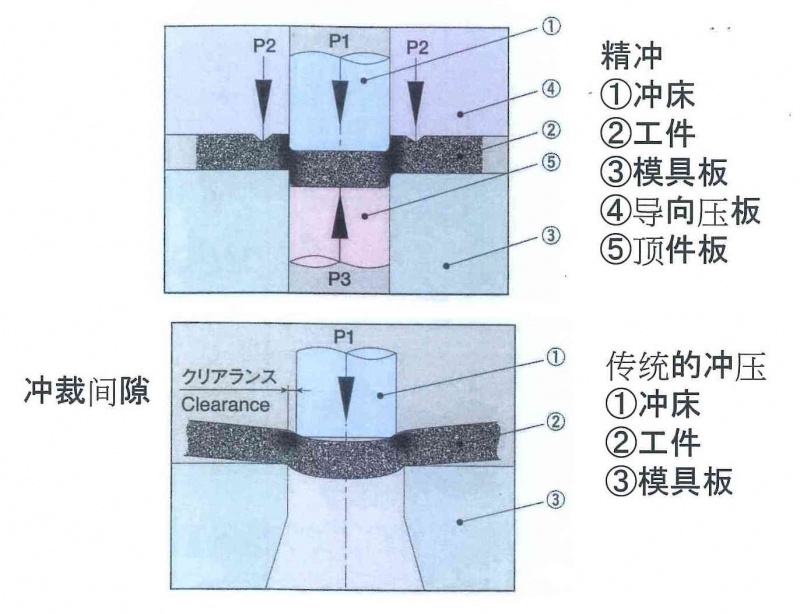
精冲加工的3种压力构成
精冲加工略称FB加工,在日本根据东京大学名誉教授前田祯三博士,中山威雄博士等理论性的验证,将净水压加于金属上,提高材料的塑性后,可平滑的切断材料整体或使其立体成形,此技术已成为一种经济的手段被利用。
精冲加工可单独调整切断压力与为产生其它净水压使材料成突起的V型固定板压和对切断压力的逆压得油压控制装置,使用具备每秒钟以5到10毫米的加工速度机能及高刚性,精度的压力机。

用精冲加工成的平滑的切口(下)")
用历来的压力机加工成的切口(上)用精冲加工成的平滑的切口(下)
精冲加工的特长
- 不用整修・磨削等两次加工而形成平滑的切断面。
- 能安定的生产高品质和精度的产品。
- 可配合粉碎・除半・弯曲・深拉等技术复合成形三维形状。
- 比历来的压力机更能制造出更优质的平坦度。
- 在精冲加工中,必需有高精度与刚性的专用压力机和精密的模具。
- 精冲加工是以可能单独调整的3种压力来加工。
用精冲加工的工法转换来降低成本

为改善成本・精度・机能等、用精冲加工来代替用历来的锻造・烧结・铸造・切割生产的零件。
虽到目前为止被利用的大部分是汽车零件、之后被推广利用到建筑机械零件・建筑模具等范围。精冲加工解决了复合成形加工中,对于厚硬材料的加工困难以及超成本的加工问题。
近来的加工事例

为了提高汽车的安全性和舒适度,各国的座椅厂商相继开发了新型的可躺式座椅。这可以说是现代的精冲加工技术中有代表性的例子(参照照片)。
历来被认为是有加工限度的材料,也可以在厚5毫米的材料上用约0.3单元的细微齿形锻造・去半・压花・齿轮倒角・截断・去毛刺,层压,硬钎焊等多种方法组合加工。
这样的复合成形是要充分理解精冲加工特征的技术人员来操作的高度设计,今后期待增加更多的设计。


用精冲加工成的平滑的切口(下)")

